安徽倍斯圖自控公司歡迎您!


全國客戶服務熱線
0551-62886086

安徽倍斯圖自控公司歡迎您!
0551-62886086
創時代精品 筑行業標桿
專業的自控儀表供應商
Create the era of high-quality products, building industry benchmarks.
Professional supplier of automatic control instrument.



聯系人:銷售客戶服務部
電話:13349091446
QQ:2190197398
郵箱: 2190197398@qq.com
地址:安徽合肥市經濟開發區
作者:倍斯圖 513 次瀏覽
閥門安裝前的檢查
① 仔細檢查核對閥門型號、規格是否符合圖紙要求。
② 檢查閥桿和閥瓣開啟是否靈活,有無卡住和歪斜現象。
③ 檢查閥門有無損壞,螺紋閥門的螺紋是否端正和完整無缺。
④ 檢查閥座與閥體的結合是否牢固,閥瓣與閥座、閥蓋和閥體,閥桿與閥瓣的聯結。
⑤ 檢查閥門墊料、填料及緊固件(螺栓)是否適合于工作介質性質的要求。
⑥ 對陳舊的或擱置較久的減壓閥應拆卸,灰塵、砂粒等雜物須用水清洗干凈。
⑦ 清除通口封蓋,檢查密封程度,閥瓣須關閉嚴密。
閥門的壓力試驗
低壓、中壓和高壓閥門要進行強度試驗和嚴密性試驗,合金鋼閥門還應逐個對殼體進行光譜分析,復查材質。
1.閥門的強度試驗
閥門的強度試驗是在閥門開啟狀態下試驗,檢查閥門外表面的滲漏情況。PN≤32MPa的閥門,其試驗壓力為公稱壓力的1.5倍,試驗時間不少于5min,殼體、填料壓蓋處無滲漏為合格。
2.閥門的嚴密性試驗
在閥門完全關閉狀態下進行的試驗,檢查閥門密封面是否有滲漏,其試驗壓力,除蝶閥、止回閥、底閥、節流閥外的閥門,一般應以公稱壓力進行,在能夠確定工作壓力時,也可用1.25倍的工作壓力進行試驗,以閥瓣密封面不漏為合格。
閥門安裝的一般規定
1. 閥門安裝的位置不應妨礙設備,管道及閥體本身的操作,拆裝和檢修,同時要考慮到組裝外形的美觀。
2. 水平管道上的閥門,閥桿朝上安裝,或傾斜一定角度安裝,不可手輪向下安裝。高空管道上的閥門、閥桿和手輪可水平安裝,用垂向低處的鏈條遠距離操縱閥的啟閉。
3. 排列對稱,整齊美觀;立管上的閥門,在工藝允許的前提下,閥門手輪以齊胸高適宜操作,一般以距地面1.0—1.2m為宜,且閥桿須順著操作者方向安裝。
4. 并排立管上的閥門,其中心線標高應一致,且手輪之間凈距不小于100mm;并排水平管道上的閥門應錯開安裝,以減小管道間距。
5. 在水泵、換熱器等設備上安裝較重的閥門時,應設閥門支架;在操作頻繁且又安裝在距操作面1.8m以上的閥門時,應設固定的操作平臺。
6. 閥門的閥體上有箭頭標志的,箭頭的指向即為介質的流動方向。安裝閥門時,應注意使箭頭指向與管道內介質流向相同。
7. 安裝法蘭閥門時,應保證兩法蘭端面互相平行和同心,不得使用雙墊片。
8. 安裝螺紋閥門時,為便于拆卸,一個螺紋閥門應配用一個活接。活接的設置應考慮檢修的方便,通常是水流先經閥門后流經活接。
閥門安裝注意事項
1. 閥門的閥體材料多用鑄鐵制作,性脆,故不得受重物撞擊。
2. 搬運閥門時,不允許隨手拋擲;吊運、吊裝閥門時,繩索應系在閥體上,嚴禁拴在手輪、閥桿及法蘭螺栓孔上。
3. 閥門應安裝在操作、維護和檢修比較方便的地方,嚴禁埋于地下。直埋和地溝內管道上的閥門,應設檢查井室,以便于閥門的啟閉和調節。
4. 應保證螺紋完整無損,并在螺紋上纏麻、抹鉛油或纏上聚四氟乙烯生料帶,旋扣時,需用扳手卡住擰入管子一端的六角閥體。
5. 安裝法蘭閥門時,注意沿對角線方向擰緊連接螺栓,擰動時用力要均勻,以防墊片跑偏或引起閥體變形與損壞。
6. 閥門在安裝時應保持關閉狀態。對靠墻較近的螺紋閥門,安裝時常需要卸去閥桿閥瓣和手輪,才能擰轉。在拆卸時應在擰動手輪使閥門保持開啟狀態后,再進行拆卸。
常用閥門的安裝
閘閥、截止閥、止回閥的安裝:
閘閥又稱閘板閥,是利用閘板來控制啟閉的閥門,通過改變橫斷面來調節管路流量和啟閉管路。閘閥多用于對流體介質做全啟或全閉操作的管路。閘閥安裝一般無方向性要求,但不能倒裝。
截止閥是利用閥瓣來控制啟閉的閥門。通過改變閥瓣與閥座的間隙,即改變通道截面的大小來調節介質流量或截斷介質通路。安裝截止閥須注意流體的流向。
安裝截止閥須遵守的原則是,管道中的流體由下而上通過閥孔,俗稱“低進高出”,不許裝反 。
止回閥又稱逆止閥、單向閥,是一種在閥門前后壓力差作用下自動啟閉的閥門,其作用是使介質只做一個方向的流動,而阻止介質逆向往回流動。止回閥按其結構不同,有升降式、旋啟式和蝶形對夾式。升降式止回閥又有臥式與立式之分。安裝止回閥時,也應注意介質的流向,不能裝反。
減壓閥的安裝:
減壓閥是通過調節,將進口壓力減至某一需要的出口壓力,并依靠介質本身的能量,使出口壓力自動保持穩定的閥門。
從流體力學的觀點看,減壓閥是一個局部阻力可以變化的節流元件,即通過改變節流面積,使流速及流體的動能改變,造成不同的壓力損失從而達到減壓的目的。然后依靠控制與調節系統的調節,使閥后壓力的波動與彈簧力相平衡,使閥后壓力在一定的誤差范圍內保持恒定。
1.垂直安裝的減壓閥組,一般沿墻設置在距地面適宜的高度;水平安裝的減壓閥組,一般安裝在操作平臺上。
2.應用型鋼分別在兩個控制閥(常用于截止閥)的外側載入墻內,構成托架,旁通管也卡在托架上,找平找正。
3.減壓閥應直立地安裝在水平管道上,不得傾斜,閥體上的箭頭應指向介質流動方向,不得裝反。
4.兩側應裝設截止閥和高、低壓壓力表,以便觀察閥前后的壓力變化。減壓閥后的管道直徑應比閥前進口管徑大2#-3#,并裝上旁通管以便檢修。
5.薄膜式減壓閥的均壓管,應連接在低壓管道上。低壓管道,以保證系統的穩定運行。
6.用于蒸汽減壓時,要設置泄水管。對凈化程度要求較高的管道系統,在減壓閥前設置過濾器。
7.減壓閥組安裝結束后,應按設計要求對減壓閥進行試壓、沖洗和調整,并做出調整后的標志。
8.對減壓閥進行沖洗時,關閉減壓器進口閥,打開沖洗閥進行沖洗。
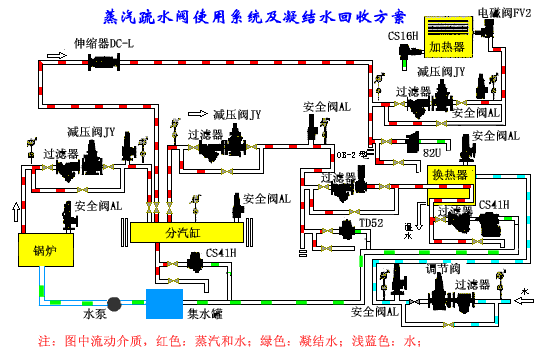
疏水閥的安裝
蒸汽疏水閥,的基本作用是將蒸汽系統中的凝結水、空氣和二氧化碳氣體盡快排出;同時大限度地自動防止蒸汽的泄漏。疏水閥的品種很多,各有不同的性能。
根據疏水閥工作原理的不同,可化為以下三種類型:
機械型:依靠蒸汽疏水閥內凝結水液位高度的變化而動作,包括:
浮球式:浮子為封閉的空心球體。
敞口向上浮子式:浮子為開口向上的桶型。
敞口向下浮子式:浮子為開口向下的桶型。
熱靜力型:依靠液體溫度的變化而動作,包括:
雙金屬片:敏感元件為雙金屬片。
蒸汽壓力式:敏感元件為波紋管或墨盒,內部充入揮發性液體。
熱動力型:依靠液體的熱動力學性質的變化而動作。
圓盤式:由于在相同的壓力下,液體與氣體的流速不同,所產生的不同的動,靜壓力,驅使圓盤閥片動作。
脈沖式:由于不同溫度的凝結水通過串連節流孔板時,會在節流孔板之間形成不同壓力,驅使閥瓣動作。
1.前后都要設置截斷閥(截止閥),疏水閥與前截斷閥間應設置過濾器,以防止凝結水中的污垢堵塞疏水閥。
2.疏水閥與后截斷閥間應設檢查管,用于檢查疏水閥工作是否正常,如打開檢查管大量冒汽,則說明疏水閥壞了,需要檢修。
3.設置旁通管是為了在啟動時排放大量凝結水,減小疏水閥的排水量負荷。
4.當疏水閥用于用熱設備的凝結水排除時,應安裝在用熱設備的下部,使凝水管垂直返下接入疏水器,以防用熱設備存水。
5.安裝位置應盡量靠近排水點,若距離太遠時,疏水閥前面的細長管道內會積存空氣或蒸汽。
6.在蒸汽干管水平管線過長時應考慮疏水問題。
一般閥門常見故障與原因
1、填料函泄漏原因與維修方法
| 故障原因 |
維修方法 |
|
裝填填料方法不正確(如整根盤旋放入) |
正確裝填料 |
|
閥桿變形或腐蝕生銹 |
修理或換新 |
|
填料老化 |
更換填料 |
|
操作用力不當或用力過猛 |
緩開緩閉,操作平穩 |
2、閥桿失靈原因與維修方法
|
故障原因 |
維修方法 |
|
閥桿損傷、腐蝕脫扣 |
更換閥件 |
|
閥桿彎扭 |
閥門不易開啟時,不要用長器具撬別手輪,彎扭的閥桿需要換 |
|
閥桿螺母傾斜 |
更換閥件或閥門 |
|
露天閥門銹死 |
露天閥門應加強養護,定期轉動手輪 |
3、密封面泄漏原因與維修方法
|
故障原因 |
維修方法 |
|
密封面磨損,輕度腐蝕 |
定期研磨 |
|
關閉不當,密封面接觸不好 |
緩慢、反復啟閉幾次 |
|
閥桿彎曲,上、下密封面不對中心線 |
修理或更換 |
|
雜質堵住閥孔 |
開啟,排除雜物,再緩慢關閉 |
|
密封圈與閥座、閥瓣配合不嚴 |
修理 |
|
閥瓣與閥桿連接不牢 |
修理或換件 |
4、其他故障、原因與維修方法
|
故障 |
故障原因 |
維修方法 |
|
墊片泄漏 |
墊片材質不適應或在日常使用中受介質影響失效 |
采用與工作條件相適應的墊片或更換墊片 |
|
閥門開裂 |
凍壞或螺紋閥門安裝時用力過大 |
保溫防凍,安裝時用力均勻適當 |
|
手輪損壞 |
重物撞擊,長桿撬別開啟,內方孔磨損倒棱 |
避免撞擊,開啟時用力均勻,方向正確,銼方孔或更換手輪 |
|
壓蓋斷裂 |
緊壓蓋時用力不均 |
對稱擰緊螺母 |
|
閘板失靈 |
楔形閘板因腐蝕而關不嚴,雙閘板的頂楔損壞 |
定期研磨,更換成碳鋼材質的頂楔 |
自動閥門常見故障與原因
1、止回閥常見故障、原因、預防與維修
|
故障 |
故障原因 |
維修方法 |
|
介質倒流 |
1、閥芯與閥座間密封面損 2、閥芯、閥座間有污物 |
1、研磨密封面 2、清除污物 |
|
閥芯不開啟 |
1、密封面被水垢粘住 2、轉軸銹住 |
1、清除水垢 2、打磨鐵銹,使之靈活 |
|
閥瓣打碎 |
閥前、閥后的介質壓力處于接近平衡的“拉鋸”狀態,使脆性材料制的閥瓣頻繁拍打 |
采用韌性材料閥瓣 |
2、疏水閥常見故障、原因、預防與修理
|
故障 |
故障原因 |
維修方法 |
|
不排水 |
1、蒸汽壓力太低 2、蒸汽和冷凝水未進入疏水器 3、浮筒式的浮筒太輕 4、浮筒式的閥桿與套管卡住 5、閥孔或通道堵塞 6、恒溫式閥芯斷裂,堵塞閥孔 |
1、調整蒸汽壓力 2、檢查蒸汽管道閥門是否關閉堵塞 3、適當加量或更換浮筒 4、檢修或更換,使其靈活 5、清除堵塞雜物,閥前裝過濾器 6、更換閥芯 |
|
排汽 |
1、閥芯和閥座磨損,漏汽 2、排水孔不能自行關閉 3、浮筒式浮筒體積小,不能浮起 |
1、研磨密封面 2、檢查是否有污物堵塞 3、適當加大浮筒體積 |
|
連續工作溫度下降 |
1、排水量低于凝結水量 2、管道中凝結水量增加 |
1、更換合適的疏水器 2、加裝疏水器 |
|
故障 |
故障原因 |
修理方法 |
|
閥后壓力不穩 |
1、脈沖式的是閥徑選用不當,兩端介質壓差大 2、彈簧式的調節彈簧選擇不當 |
1、更換合適的減壓閥 2、更換合適的調節彈簧 |
|
閥門不通 |
1、控制通道被雜物堵塞 2、活塞內銹跡卡住,不能下移 |
1、清除雜物,閥前安過濾器 2、檢修活塞,使其靈活 |
|
閥門直通 |
1、活塞卡在某一位置 2、主閥閥瓣下部彈簧斷裂 3、脈沖閥閥柄在密合位置處卡位 4、主閥瓣與閥座密封面間有污物卡住或嚴重腐蝕 5、薄膜片失效 |
1、檢修活塞,使其靈活 2、更換彈簧 3、檢修,使其靈活 4、清除污物,定期研磨密封面 5、更換薄膜片 |
|
閥后壓力不能調節 |
1、調節彈簧失靈 2、帽蓋有泄漏,不能保持壓力 3、活塞、汽缸磨損或腐蝕 4、閥體內充滿冷凝水 |
1、更換調節彈簧 2、及時檢修,更換墊片 3、檢修汽缸,更換活塞環 4、松開絲堵,排凈冷凝水 |
4、常見故障、原因、預防與修理
|
故障 |
故障原因 |
維修方法 |
|
密封面滲漏 |
1、閥芯與閥座密封面有污物或磨損 2、閥桿中心線不正 |
1、清除污物或研磨密封 2、校正調直閥桿中心線 |
|
超過工作壓力不開啟 |
1、杠桿被卡住或銷子銹蝕 2、杠桿式的重錘被移動 3、彈簧式的彈簧受熱變形或失效 4、閥芯與閥座粘住 |
1、檢修杠桿或銷了 2、調整重錘位置 3、更換彈簧 4、定期做排氣試驗 |
|
不到工作壓力就開啟 |
1、杠桿的重錘向內移動 2、彈簧式的彈力不夠 |
1、調整重錘位置 2、擰緊或更換彈簧 |
|
開啟后閥芯不自動關閉 |
1、杠桿式的杠桿偏斜 2、彈簧式的彈簧彎曲 3、閥芯或閥桿不正 |
1、檢修杠桿 2、調整彈簧 3、調整閥芯或閥桿 |
常用閥門檢修
閥門在安裝和使用過程中,由于制造質量和磨損等原因,使閥門容易產生泄漏和關閉不嚴等現象。
1. 壓蓋泄漏檢修
(1)小型閥蓋泄漏檢修
(2)較大閥門壓蓋泄漏檢修
2.不能開啟或開啟不通汽、不通水
(1)閘閥
(2)截止閥
(3)閥門或管道堵塞
3.關不住或關不嚴
(1)關不嚴:可能是由于閥座與閥芯之間卡有臟物,或是閥座、閥芯有被劃傷之處,致使閥門無法關嚴。
(2)關不住:是在開啟閥門時,用力過猛而開過了頭。
閥門研磨
潤滑劑:對不同的研磨工具,要求使用不同的潤滑劑。
1、使用生鐵研磨工具時,用煤油作潤滑劑;
2、使用軟鋼研磨工具時,用機油;
3、使用銅研磨工具時,用機油、酒精或堿水堿水(堿水是天然堿,主要的成分是碳酸鈉和碳酸鉀)。
上一個:暫無信息
下一個:雙金屬溫度計的使用方法介紹

